Pienennä asetusaikaa 15 minuutista 1 minuuttiin käyttämällä Quarter-Turn SpanClampsia
Pienennä asetusaikaa 15 minuutista 1 minuuttiin käyttämällä Quarter-Turn SpanClampsia

Pienennä asetusaikaa 15 minuutista 1 minuuttiin
Quarter-Turnia käytetään
Muottituotantotiimimme valmistaa tuotteillemme koteloita ja kannet
ruiskuvalukoneet.
Muovailutuotteet vedetään ulosottorobotilla ja ne kuljetetaan
pois injektointikoneesta. Sitten leikattiin hartsipuristin injektion takaosaan
muovatut tuotteet nipan avulla.
Laitoksellamme on 15 ruiskutuskonetta:
-
4 käytetään erillisillä koneilla
-
11 käytetään yleiskoneina monenlaisten koneiden valmistukseen
tuotteita pieninä määrinä.
Yleiskäyttöisten koneiden osalta muotinvaihto on tarpeen a: sta riippuen
muodostettava tuote. Joillekin koneille vaihdamme muotin yli 50
kertaa kuukaudessa. Lisäksi poranterän sijainti on erilainen tuotteittain,
joten nippaa ja sen asentoa on vaihdettava jokaisessa muotin vaihdossa.
Aikaisemmin käytimme yleiskäyttöisiä nippuyksiköitä kaikille tuotteillemme, mutta hienoa
paljon aikaa käytettiin ruuvien löysäämiseen, nippien vaihtamiseen ja asentojen säätämiseen.
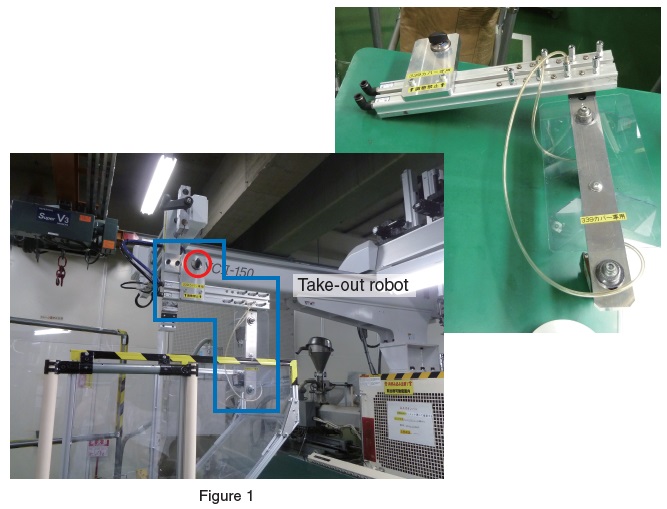
Nyt käytämme kullekin omistettuja nippayksiköitä (korostettu sinisellä laatikolla kuvassa 1)
tuote ja vaihdamme yksiköt jokaisen muotin vaihdon yhteydessä. VUOSINELJänneksen kääntö
SpanClamps-kiinnikkeitä (korostettu punaisella ympyrällä kuvassa 1) käytetään paikannukseen ja
kiristämällä nämä nippayksiköt.
Käytetyt viitteet
SpanClamp Quarter-Turn SCQT-P
Muovisiipipää: SCQT0614-P
Astia: SCQTRBI12
tulokset
Mitkä ovat SpanClampsin vuosineljänneksen lisäarvot?
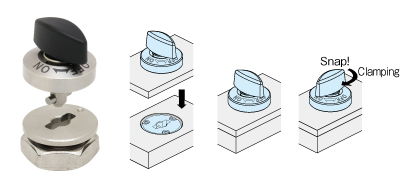
Nyt kiinnitysyksiköt voidaan vaihtaa yhdellä napin painalluksella. Asennusaika on vain 1 minuutti, kun se on kulunut 15-30 minuuttia.
Toinen etu on, että yksikön voi vaihtaa helposti kuka tahansa.
Aikaisemmin puristin oli säädettävä jokaiselle tuotteelle, jotta vain koulutettu henkilö voisi tehdä muutoksen. Nyt kaikki voivat tehdä sen helposti, koska yksiköt voidaan lukita yksinkertaisesti kääntämällä nuppia 90 astetta ON-asentoon ja asettamalla kaksi ilmaputkea liitoksiin.
Viimeaikaiset lähtörobotit ovat orjia, joten vain NC-ohjelman muutos tarvitaan vaihdettaessa muovattavaa tuotetta. Tämän lisäksi vuosineljänneksen käännös mahdollisti lyhentää kaatopaikkojen asennusaikaa. Tehoavusteisten uuttorobottien ja vuosineljänneksen avulla koneen seisokkeja muotinvaihtoa varten vähennettiin huomattavasti ja saavutimme selkeän tuottavuuden parannuksen.
Haaste
Mikä on tärkein kohta tuotantojärjestelmän parantamisessa?
" Lyhennä asennusaikaa "on kaiken haaste.
Jyrsintäprosessin suhteen olimme tehneet käsin kauan sitten. Siinä vaiheessa luovutimme työn alihankkijalle.
Tuottavuuden parantamiseksi olemme yrittäneet automatisoida poranterien leikkaamisen leikkuupihtien avulla. Vietimme kuitenkin paljon aikaa ruuvien löysäämiseen kiinnittimen asennon muuttamiseksi tai säätämiseksi jokaisessa muotinvaihdossa, koska yksiköt on suunniteltu monipuoliseksi yksiköksi kaikille tuotteille.
Massatuotannossa koneita käytetään kauan muotin asettamisen jälkeen, joten ongelmaa ei ollut. Koska monet tuotteistamme valmistetaan kuitenkin pieninä määrinä, koneiden seisokit kasvavat muotin asennusajan myötä.
Siksi olemme kehittäneet omat tarttujayksiköt kullekin tuotteelle, jotta voimme vaihtaa kokonaisen yksikön muottia vaihdettaessa. Samanaikaisesti otimme käyttöön SpanClamps-neljänneskierroksen, joka kiristää yksiköitä nopeammin kuin ruuvit.
Kuinka valita SpanClamps Quarter-Turn?
Kuinka löysit neljänneskierrokset kiristääksesi kiinnitysyksiköitäsi?
Kun alan nopeasti kehittyvä ratkaisuyritys Anemo Engineering kuuli meitä, he esittivät meille SpanClamps-sarjan.
Löysimme tuotevalikoiman "vuosineljänneskierros" luettelosta. Pikakorjauksia oli erityyppisiä.
Niistä olemme valinneet käyttötarkoituksemme parhaiten sopivan.
Kriteeri
SpanClampin käyttäminen neljänneskierroksella